TM 9-4940-568-34
7-10
7-3. CYLINDER BLOCK REPAIR AND DE-GLAZING INSTRUCTIONS (CONT).
c.
De-Glazing and Honing.
NOTE
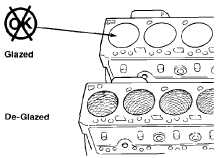
New piston rings may not seal in
glazed cylinder bores.
De-glazing gives cylinder bore
the correct surface finish required
to seat the rings.
(1)
If necessary wrap connecting rod journals
with a clean cloth and cover cloth with
waterproof tape.
(2)
Place a clean shop towel around top main
bearing saddle to deflect water and residue
from piston cooling nozzles.
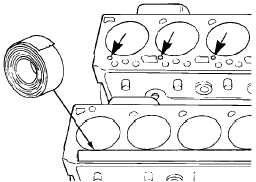
(3)
Also cover lubricating holes and tappet
holes in top of cylinder block with
waterproof tape.
(4)
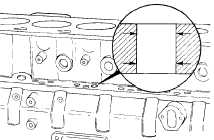
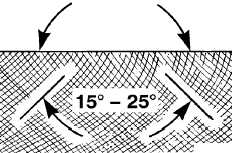
A correctly de-glazed surface will have a
crosshatched appearance with lines at
15-to-25 degree angles with top of cylinder
block.
(5)
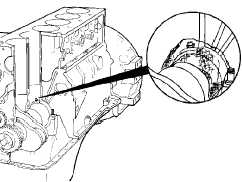
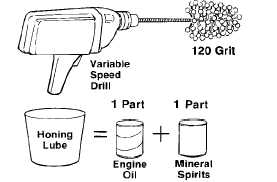
Using a drill, fine grit flex-hone and a
mixture of equal parts of mineral spirits and
engine lubricating oil, de-glaze the cylinder
bores.