
Basic Engine
For the proper use of the refinishing equipment, follow the
instructions of the manufacturer. Only experienced per-sonnel
should be allowed to perform this work.
Use a motor-driven, spring pressure-type hone at a speed
of 300-500 rpm. Hones of grit sizes 180-220 will normally
provide the desired bore surface finish of 15/32 RMS. When
honing the cylinder bores, use a lubricant mixture of equal
parts of kerosene and SAE No. 20 motor oil. Operate the
hone in such a way as to produce a cross-hatch finish on the
cylinder bore. The cross-hatch pattern should be at an angle
of approximately 30 degrees to the cylinder bore. After the
final operation in either of the two refinishing methods
described and prior to checking the piston fit, thoroughly clean
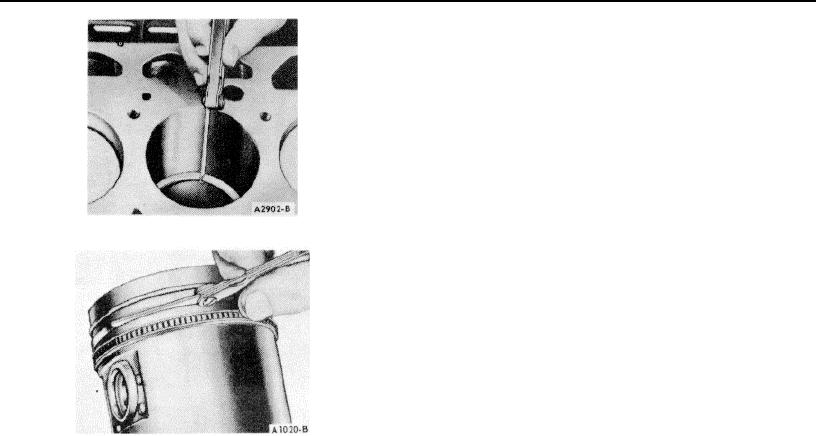
FIG. 28. Checking Piston Ring Gap
and oil the cylinder walls. Mark the pistons to correspond to
the cylinders in which they are to be installed. When the
refinishing of all cylinders that require it has been completed
and all pistons are fitted. thoroughly clean the entire block and
oil the cylinder walls.
REPAIRING SAND HOLES OR
POROUS ENGINE CASTINGS
Porosity or sand hole(s) which will cause oil seepage or
leakage can occur with modern casting processes.
A
complete inspection of engine and transmission should be
made. If the leak is attributed to the porous condition of the
cylinder block or sand hole(s). repairs can be made with
metallic plastic (Part No. C6AZ-19554-A). Do not repair
cracks with this material. Repairs with this metallic plastic
Fig. 29 Checking Piston Ring Side Clearance
must be confined to those cast iron engine component
PUSH RODS
surfaces where the inner wall surface is not exposed to engine
Following the procedures under Push Rod Inspection,
coolant pressure or oil pressure, for example:
check the push rods for straightness.
1. Cylinder block surfaces extending along the length of the
If the runout exceeds the maximum limit at any point.
block. upward from the oil pan rail to the cylinder water
discard the rod. Do not attempt to straighten push rods.
jacket but not including machined areas.
2. Lower rear face of the cylinder block.
CYLINDER BLOCK
3. Intake manifold casting.
REFINISHING CYLINDER WALLS
4. Cylinder head, along the rocker arm cover gasket surface.
Honing is recommended for refinishing cylinder walls only
The following procedure should be used to repair porous
when the walls have minor scuffs or scratches, or for fitting
areas or sand holes in cast iron:
pistons to the specified clearance. The grade of hone to be
a. Clean the surface to be repaired by grinding or rotary
used is determined by the amount of metal to be removed.
filing to a clean bright metal surface. Chamfer or
Follow the instructions of the hone manufacturer. If coarse
undercut the hole or porosity to a greater depth than
stones are used to start the honing operation, leave enough
the rest of the cleaned surface. Solid metal must
material so that all hone marks can be removed with the
surround the hole. Openings larger than 1/4 inch
finishing hone which is used to obtain the proper piston
should not be repaired using metallic plastic.
clearance.
Openings in excess of 1/4 inch can be drilled, tapped
Cylinder walls that are severely marred and/or worn
and plugged using common tools. Clean the repair
beyond the specified limits should be refinished. Before any
area thoroughly. Metallic plastic will not stick to a
cylinder is refinished, all main bearing caps must be in
dirty or oily surface.
place and tightened to the proper torque so that the
b. Mix the metallic plastic base and hardener as directed
crankshaft bearing bores will not become distorted from
on the container. Stir thoroughly until uniform.
the refinishing operation.
c. Apply the repair mixture with a suitable clean tool
Refinish only the cylinder or cylinders that require it. All
(putty knife, wood spoon, etc.) forcing the epoxy into
pistons are the same weight, both standard and oversize;
the hole or porosity.
therefore, various sizes of pistons can be used without up-
d. Allow the repair mixture to harden. This can be
setting engine balance.
accomplished by two methods: heat cure with a 250
Refinish the cylinder with the most wear first to deter-mine
degree watt lamp placed 10 inches from the repaired
the maximum oversize. If the cylinder will not clean up when
surface, or air dry for 10-12 hours at temperatures
refinished for the maximum oversize piston recommended,
above 50 degrees F.
replace the block.
e. Sand or grind the repaired area to blend with the
Refinish the cylinder to within approximately 0.0015 inch
general contour of the surrounding surface.
of the required oversize diameter. This will allow enough stock
f. Paint the surface to match the rest of the block.
for the final step of honing so that the correct surface finish
and pattern are obtained.
1-15

